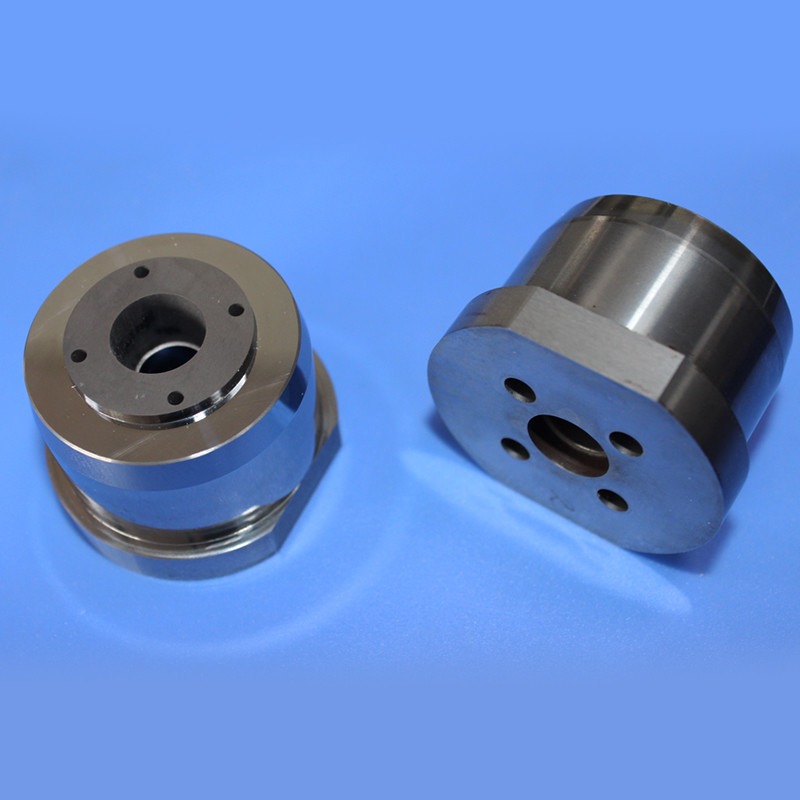
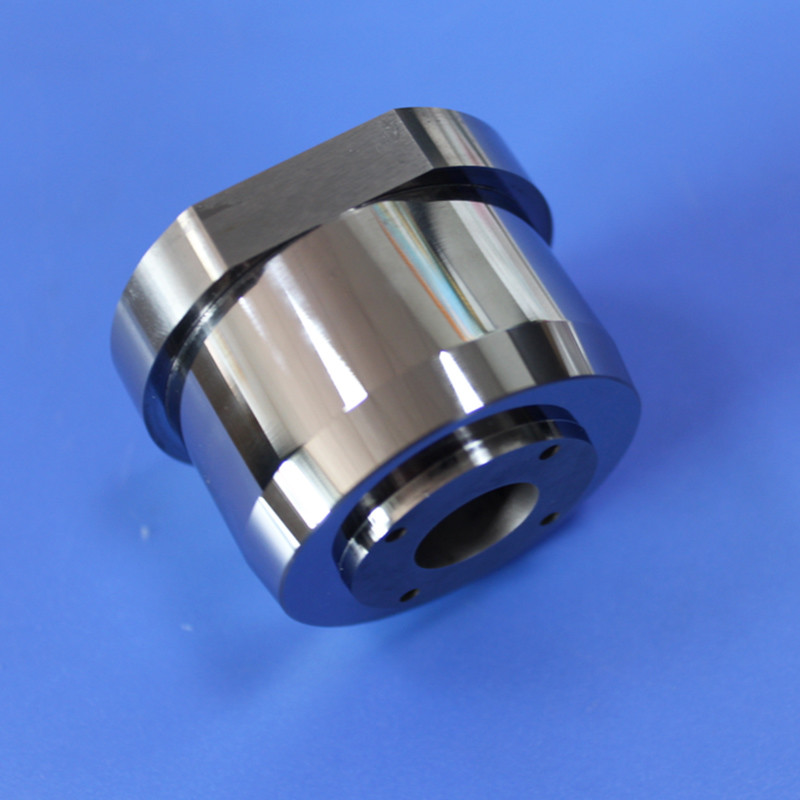
Премиум немагнитный сердечник пресс-формы из карбида с фиксированным вольфрамовым материалом
Вольфрамовый стальной сердечник пресс-формы, также известный как сердечник штампа из карбида вольфрама, представляет собой высокопрочный и износостойкий компонент для ювелирных изделий, изготовленный путем объединения карбида вольфрама с металлическим связующим, обычно кобальтом или немагнитным никелем.
Состав материала
Вольфрамовые никелевые сплавы обычно содержат высокий процент вольфрама (90-97%) и никеля (3-10%), с возможными добавками железа или меди для улучшения определенных свойств.
Свойства материала
Этот сплав обладает высокой плотностью, отличной тепло- и электропроводностью и хорошей коррозионной стойкостью, что делает его идеальным для компонентов тяжелого режима работы в суровых условиях.
Цель применения
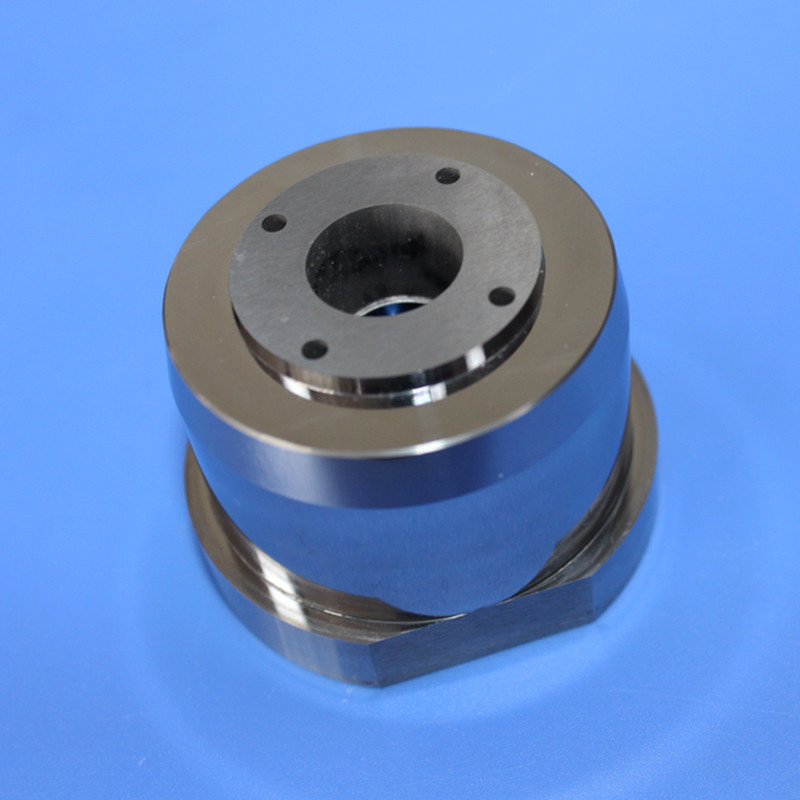
Эти заготовки служат исходными материалами для изготовления полостей роторов в критических компонентах для роторных двигателей, турбин, насосов и компрессоров. Заготовки полостей роторов из вольфрамового никелевого сплава обеспечивают прочность, надежность и долговечность в высокопроизводительных роторных узлах, способствуя эффективной и долговечной работе оборудования.
Особенности продукта
Процесс предварительного формования
Этот процесс использует предварительно разработанные формы для создания компонентов с желаемыми формами и характеристиками, обеспечивая эффективное и экономичное производство путем прямого формирования таких элементов, как конструкция с тремя отверстиями.
Снижение затрат
Предварительное формование минимизирует или исключает дополнительные операции механической обработки, снижая производственные затраты за счет экономии времени, труда и материалов, связанных со вторичными процессами, такими как сверление или фрезерование.
Гибкость дизайна
Процесс подходит для различных сложных конструкций заготовок, включая сложные узоры с внутренними отверстиями и резьбовыми компонентами, что позволяет производить детали с различными формами, размерами и функциональностью.
Повышенная эффективность
Предварительно разработанные формы обеспечивают последовательное и точное воспроизведение характеристик на нескольких заготовках, поддерживая стандарты качества при одновременном снижении ошибок и повышении общей эффективности производства.
Соображения по материалам
Выбор материала имеет решающее значение для совместимости с методами формования и соответствия требованиям к конечной заготовке. Общие материалы включают металлы, пластмассы, композиты и керамику.
Адаптируемость процесса
Предварительное формование адаптируется к различным методам производства, включая литье под давлением, литье или экструзию, в зависимости от материала, сложности конструкции, объема производства и соображений стоимости.
Контроль качества
Несмотря на преимущества в стоимости, всесторонние меры контроля качества, включая регулярные проверки, проверки размеров и испытания материалов, гарантируют, что изготовленные заготовки соответствуют требуемым спецификациям и стандартам.
Технические параметры
| Марка |
Плотность (г/см³) |
Прочность на изгиб (TRS) |
Твердость (HRA или HV) |
Пористость |
Производительность и применение |
| SXL03 |
14.95-15.11
15.15-15.35 |
1130-1300 |
91.5 |
|
Хорошая износостойкость; используется для небольших волочильных пресс-форм |
| SXL06 |
14.88-15.04
14.85-15.05
14.0-14.95 |
1530-1550
1580 |
89.5 |
2.0-1.6 |
Хорошая износостойкость; используется для волочильных пресс-форм из стали (≤20 мм) и карбида/цветных металлов (≤35 мм) |
| SXL08 |
14.65-14.85
14.65-14.85 |
1840-2100 |
89.0 |
2.0-1.6 |
Хорошая прочность и износостойкость; используется для волочильных пресс-форм из стали (≤50 мм) и карбида/цветных металлов (≤30 мм) |
| SXL30 |
14.29-14.49 |
1910 |
HV:1210 |
|
Отличная прочность и ударная вязкость; используется для волочильных пресс-форм для труб и стержней заготовок |
| SXL50 |
13.86-14.06
13.95-14.15 |
2060-2220 |
86.5 |
|
Отличная прочность и ударная вязкость; используется для волочильных пресс-форм для труб, стержней и пластин заготовок |


 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!